
Low-Volume CNC Machining Case
Low-Volume CNC Machining Solution for Thin-Wall Aluminum Impeller Parts
This application case explains how CNC machining can support low-volume production of thin-wall
aluminum impeller parts with curved blades, central bore features, and assembly-critical geometry.
ProductCustom thin-wall aluminum impeller part
ChallengeCurved blade machining, bore accuracy, burr control
ProcessCNC milling, CNC turning, finishing review
MaterialAluminum alloy, project grade to be confirmed
QuantityPrototype / low-volume production
ApplicationIndustrial equipment, airflow or fluid movement component
About the Customer and Project
The customer is an unnamed industrial equipment developer working on a compact rotating component
for airflow or fluid movement. The project required CNC-machined aluminum impeller parts for
prototype verification and low-volume production preparation.
Because impeller-style parts involve curved blade geometry, central bore alignment, and rotational
assembly requirements, the customer needed a machining approach that could support both single-part
validation and repeatable batch production. Customer identity and product design details are intentionally not disclosed.
Project Background
Impeller-style parts are commonly used in industrial equipment, cooling modules, fluid movement
systems, and compact mechanical assemblies. The part structure usually includes multiple curved
blades, a central bore, mounting features, and a lightweight body.
For this type of project, the challenge is not only machining the visible blade shape, but also
maintaining repeatable geometry, bore alignment, and surface condition across multiple pieces.
Impeller Part Machining Considerations
1. Material Selection
Aluminum alloy can be selected for impeller parts because it provides a practical balance between
machinability, weight reduction, and structural strength. The final material grade should be confirmed
according to load, operating environment, surface treatment, and assembly requirements.
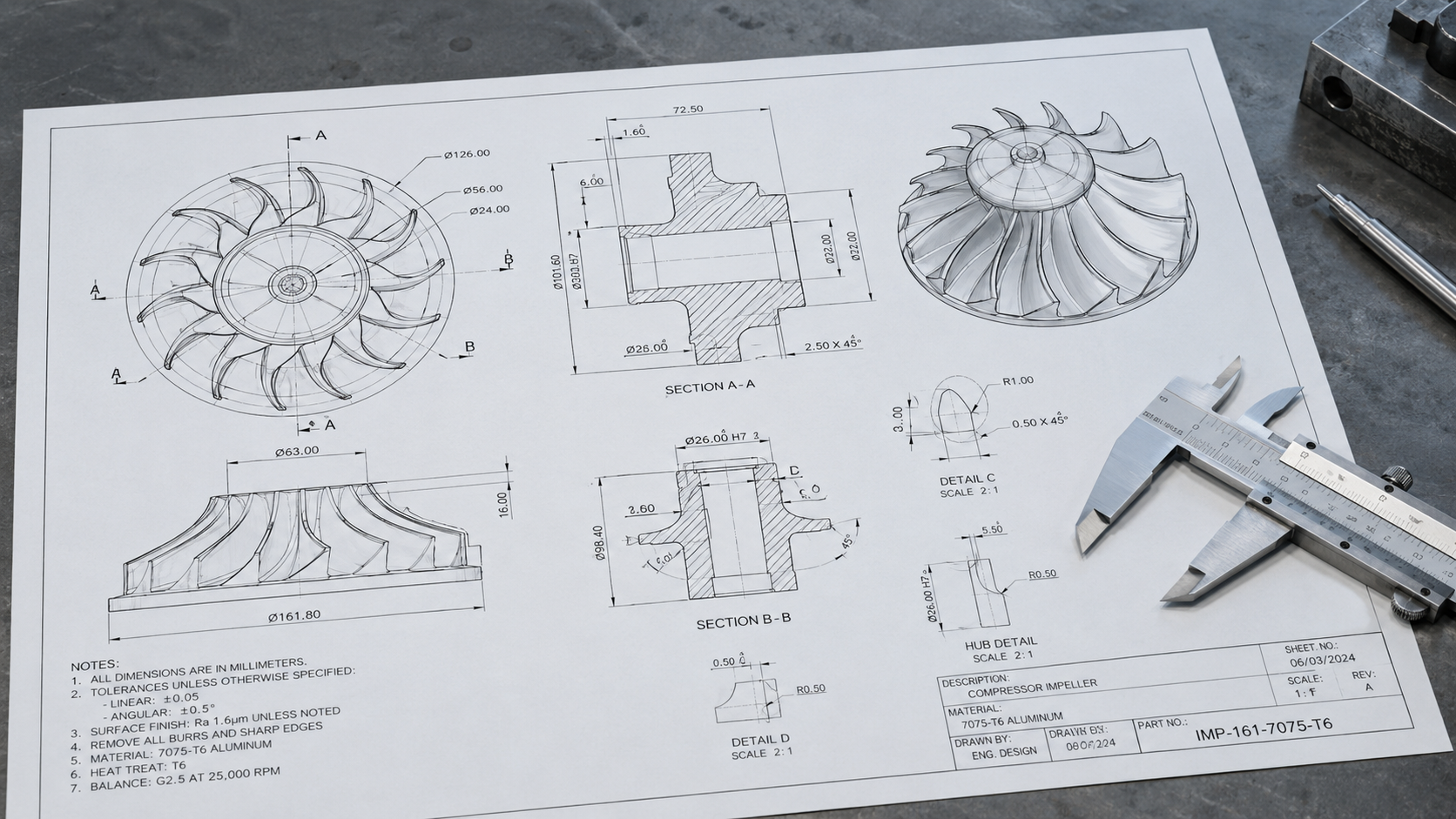
2. Central Bore and Mounting Features
The central bore and mounting surfaces are important for assembly alignment. Before machining, the
bore diameter, mating surface, screw holes, and datum references should be reviewed from both CAD
and 2D drawings.
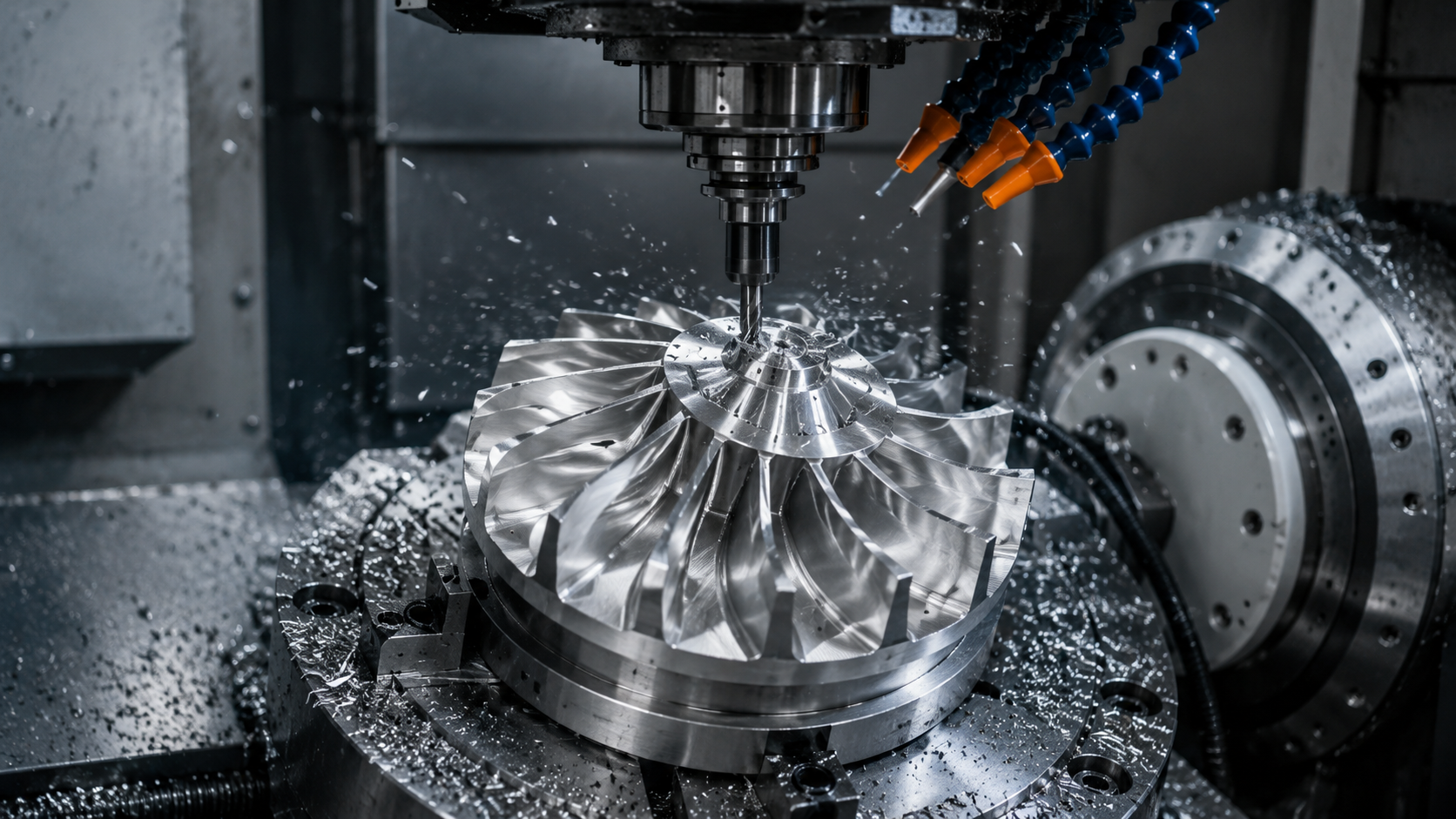
3. Thin-Wall Blade Machining
Curved blades and thin-wall regions can be affected by cutting force and workholding pressure.
Toolpath strategy, stock allowance, cutting sequence, and burr control should be considered before
low-volume production.

Main Machining Challenges
- Curved blade profile and thin-wall blade regions
- Central bore and mating diameter alignment
- Tool access around narrow blade gaps
- Burr control along blade edges and pocket features
- Stable workholding during multi-side machining
- Repeatable geometry for low-volume production
Low-Volume Machining Solution
For low-volume production, the machining plan should support repeatable setup, stable clamping,
consistent tool paths, and inspection of critical features. This helps reduce variation between parts.
The machining process can combine CNC milling for curved blade and pocket features with turning
operations for central bore and rotational interfaces when required by part geometry.
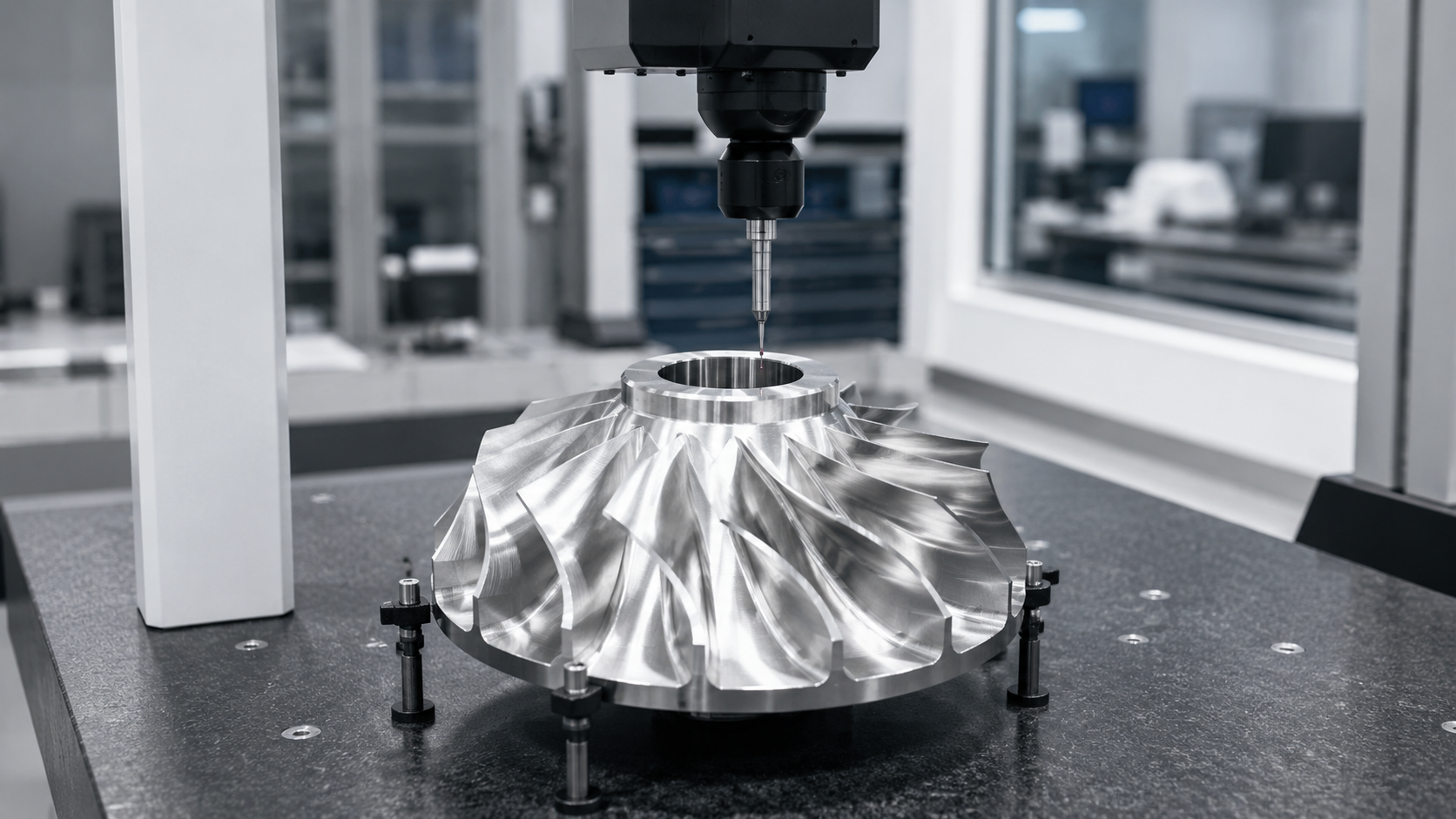
Quality Control for Impeller-Style Parts
To support assembly and rotational performance, inspection should focus on the central bore,
mounting surfaces, blade profile, hole positions, and visible surfaces.
- Central bore and mating diameter review
- Flatness and mounting surface check
- Hole position and thread review
- Blade profile and burr inspection
- Surface condition before finishing
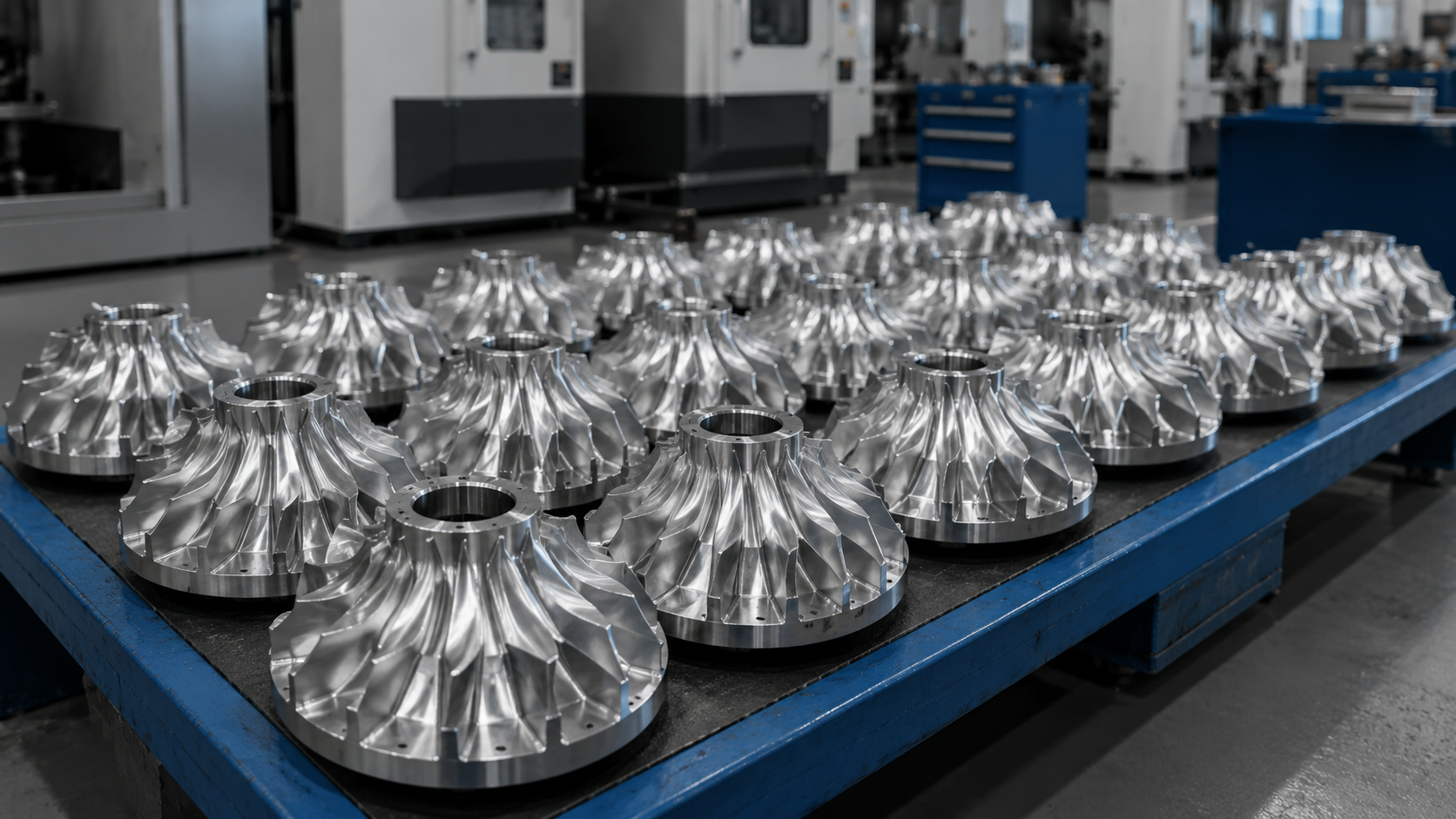
FAI Review and Low-Volume Production
For low-volume production, a first article inspection sample can be reviewed before the remaining
parts are machined. This allows the customer to confirm fit, assembly direction, and critical features
before batch completion.
Once the first sample is confirmed, the same machining setup and inspection focus can be applied
to the remaining low-volume production parts.
Note: This page is an application-style CNC machining case reference. It explains typical part types,
machining considerations, and project communication direction. It does not disclose customer identity
or include unsupported delivery, certification, or tolerance claims.
Need Low-Volume CNC Machining for Similar Parts?
Share your CAD drawing, material requirements, quantity, surface finishing needs, and application details.
EASEMFG will review the project and provide a practical CNC machining approach.
Request a Quote