Aluminum Prototype Enclosure CNC Machining Application
A CNC-machined aluminum prototype enclosure application for product development, structure review, assembly space validation, interface checking, and manufacturing preparation.
Project Overview
This application case focuses on aluminum prototype enclosure parts used during early product development.
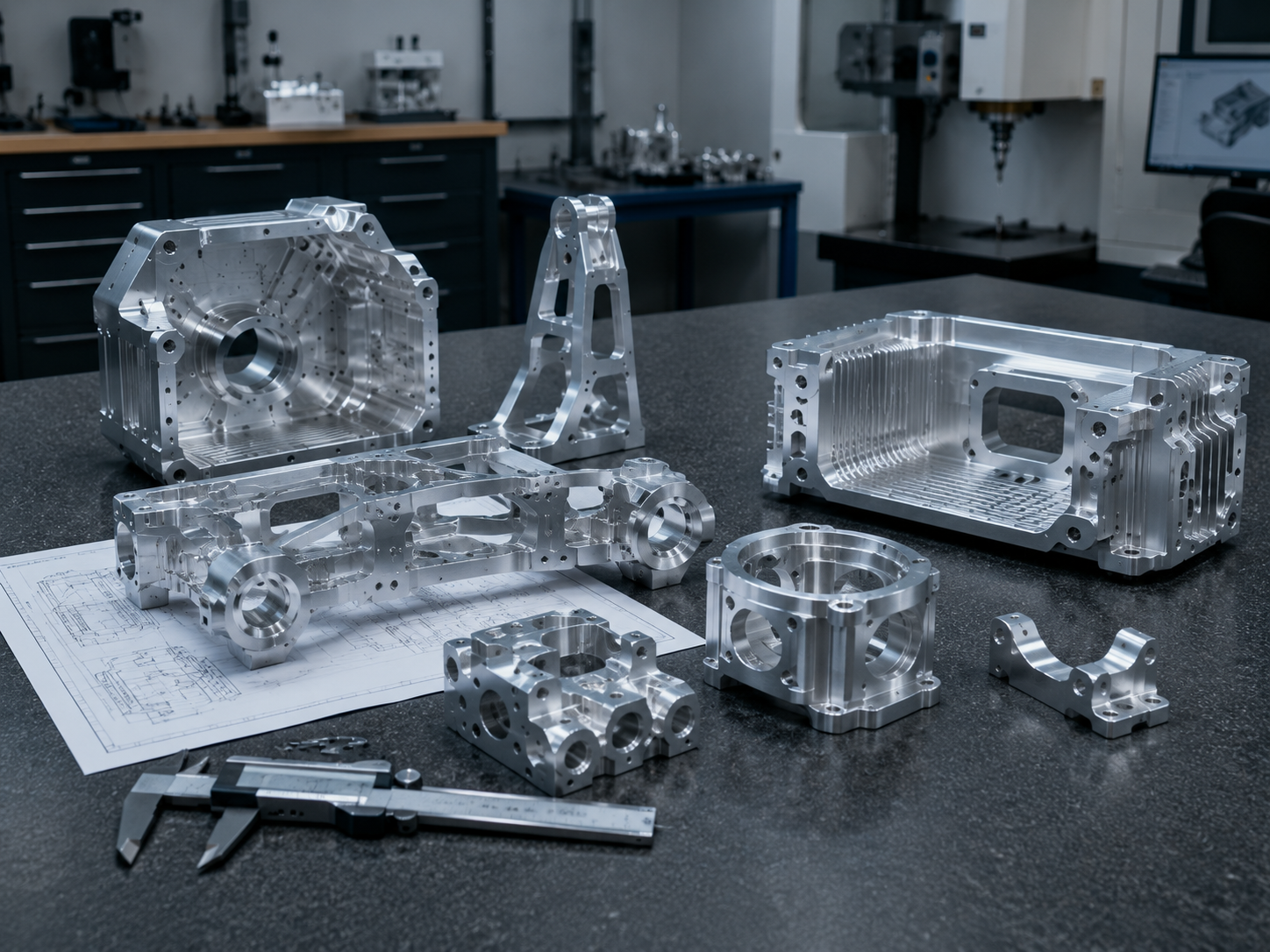
The part group includes housing features, mounting frames, internal cavities, positioning holes, and interface surfaces that support structure review before tooling or production preparation.
About the Customer and Project
This type of project is suitable for an unnamed electronics or industrial equipment developer preparing a new device enclosure for engineering review.
At this stage, the priority is to verify structure, assembly space, interface layout, and visible surface condition through CNC-machined prototypes.
Project Background
Prototype enclosures are often used before tooling investment because they allow engineers to review the real part geometry, internal space, wall thickness, and assembly direction.
CNC machining is suitable for this phase because it supports design adjustment without opening hard tooling too early.
Application Scenario
The prototype enclosure can be used for product development, structure review, assembly space validation, interface checking, and internal engineering approval.
Typical review areas include internal cavity clearance, mounting hole positions, connector openings, heat dissipation features, and visible surface transitions.
Main Machining Challenges
Aluminum prototype enclosures may include deep pockets, thin-wall areas, ribs, threaded holes, counterbores, and multiple assembly interfaces.
- Maintaining stable thin-wall areas during pocket machining.
- Controlling burrs around holes, windows, and cavity edges.
- Keeping assembly surfaces and interface positions consistent.
- Protecting visible outer surfaces during machining and handling.
EASEMFG Machining Approach
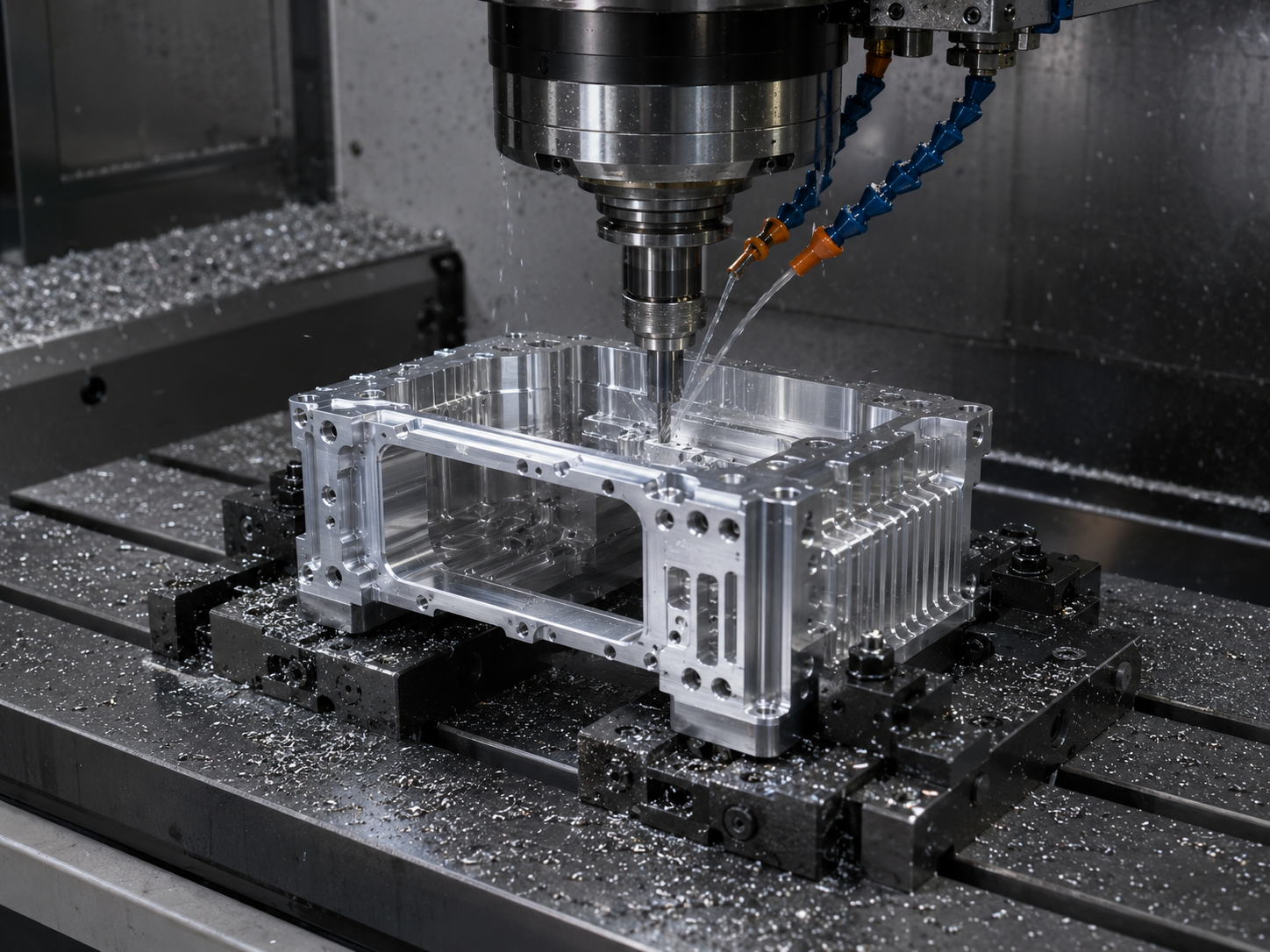
For this type of aluminum prototype enclosure, the machining process should first confirm datum surfaces, clamping sequence, tool access, and allowance distribution.
Rough machining removes the main material volume. Semi-finishing and finishing passes are then used to control cavity surfaces, hole positions, mounting faces, and visible surfaces.
After machining, the part is reviewed through dimensional inspection, surface checking, and assembly-related feature verification.
Key Reference Parameters
| Part Type | Aluminum prototype enclosure, mounting frame, structural housing, interface bracket |
|---|---|
| Material Reference | Aluminum alloy |
| Manufacturing Process | CNC milling, drilling, pocket machining, deburring, inspection review |
| Project Stage | Prototype / small-batch engineering review |
| Review Focus | Internal cavity, thin-wall areas, hole positions, assembly surfaces, visible surface condition |
| Typical Use | Product development, structure review, assembly space validation, interface checking |
Prototype Review
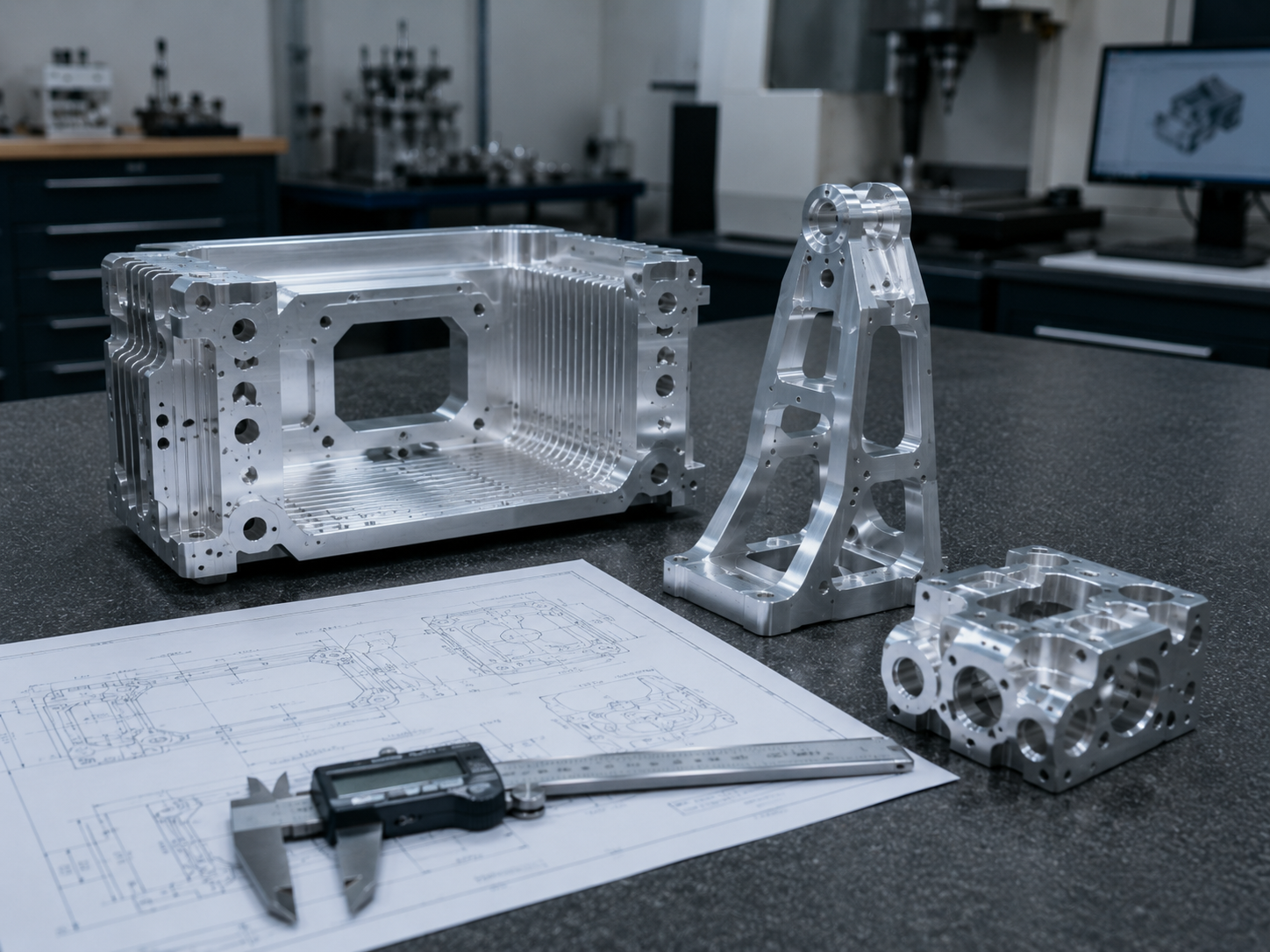
The completed prototype enclosure can be used to review assembly clearance, component fit, fastening positions, surface transitions, and product appearance before the next development stage.
For engineering teams, this helps identify structural issues earlier and prepare the design for later low-volume or production machining.
Inspection and Quality Review
Inspection should focus on features that directly affect assembly, including positioning holes, mounting surfaces, cavity size, interface faces, and thin-wall areas.
Surface review is also important when the prototype will be used for presentation, internal approval, or mechanical fit testing.
Need CNC Machined Prototype Enclosure Parts?
Send your drawing, material requirement, quantity range, and key inspection points. EASEMFG can review the structure and provide machining feedback for prototype or small-batch parts.